
鋼製セグメント
Steel segment鋼製セグメントとは?
トンネル工事の工法の一つであるシールド工法の内壁部材(セグメント)で、その中でも鋼材で作られた物を鋼製セグメントと呼びます。鋼製セグメントは直径1m~3m程度の小口径の工事でよく用いられるため、車や鉄道が走る大口径のトンネルよりは、電気・上下水道・ガス等の工事で幅広く使用され私たちの生活に欠かせないインフラを支えるとても大切な役割を担っています。
Production method鋼製セグメントができるまで
STEP1
スキンプレート及び主桁や継ぎ手などの溶接

スキンプレート及び主桁・継ぎ手・リブ・注入口・吊りピースの溶接はタッチセンサーで各部材の位置を検出しティーチング位置と実際の溶接位置とのズレ量を算出しながら高品質な溶接を行っております。
STEP2
スキンプレートと継手板の溶接

スキンプレート(鋼板)と継手板の溶接はレーザーセンサーでセンシングを行いティーチング位置と実際の溶接位置のズレ量を計算しながら溶接して行くので常に安定した高品質な溶接仕上がりとなります。
STEP3
スキンプレートと主桁の溶接
スキンプレート(鋼板)と主桁の溶接は熟練の溶接工でも特に難しい溶接ですが、レーザーセンサーでセンシングを行いティーチング位置と実際の溶接位置のズレ量を計算しながら溶接して行くので常に安定した高品質な溶接仕上がりとなります。
STEP4
タッチセンサーでズレ量を計算

注入口もタッチセンサーでズレ量を計算して高品質な溶接をします。
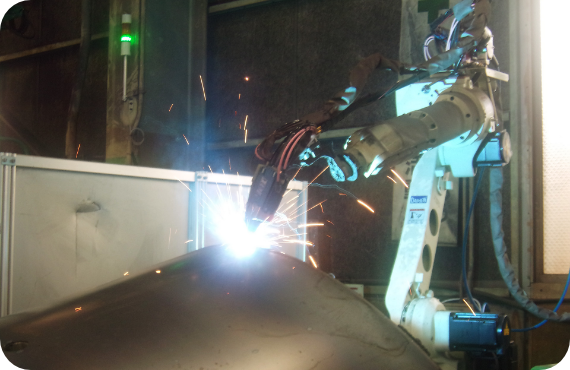
STEP5
ロボット溶接
ロボット溶接は一定の溶接条件のもと一定の速度で溶接するため、安定的で高水準な溶接が行えます。さらにレーザーセンサーでセンシングを行うため、溶接する狙い位置を確実に捉え、今まで熟練した溶接工でしか出来えなかった溶接を今はロボットが行っています。
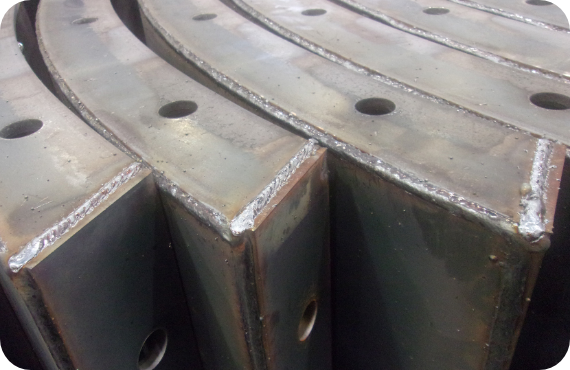
STEP6
溶接完了品ロボット溶接

溶接完了品ロボット溶接は溶接長も脚長も常に一定に溶接でき、溶接個所が複数になっても溶接忘れがありません。
STEP7
浸透探傷試験(PT)
溶接が終わった製品は全品、浸透探傷試験(PT)を行い溶接欠陥の有無を確認しています。
STEP8
厳しい品質検査

各製品は厳しい検査が行われ合格した物だけが出荷されます。
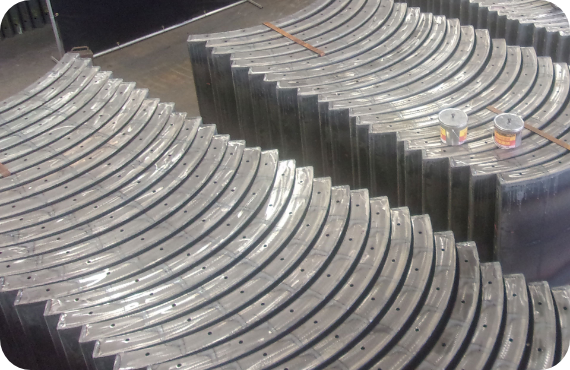
STEP9
現場で組み立て

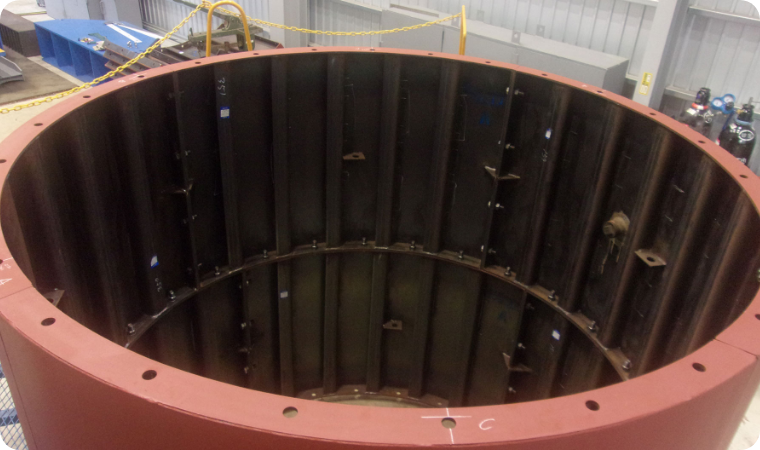
鋼製セグメントは5分割の各ピースで製造され、現場で組み立てられます。
STEP10
現場でシールドマシーンで施工

5分割のピースを組み立てた状態、写真は立ててありますが実際の現場ではシールドマシーンで横向きに施工されて行きます。